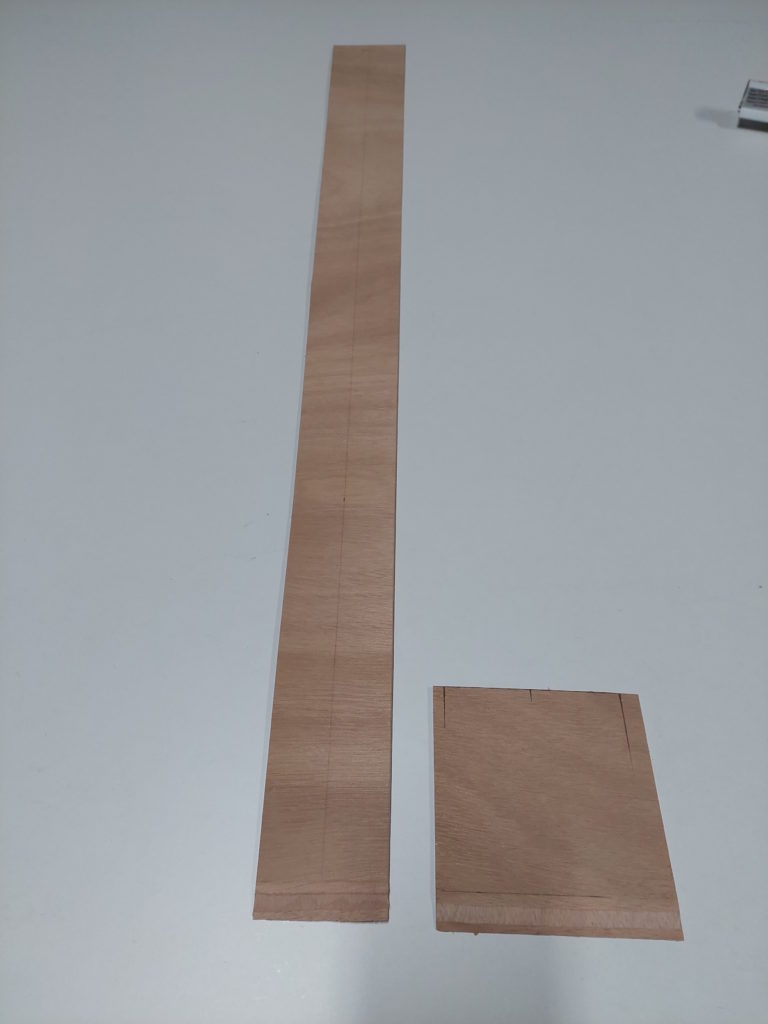
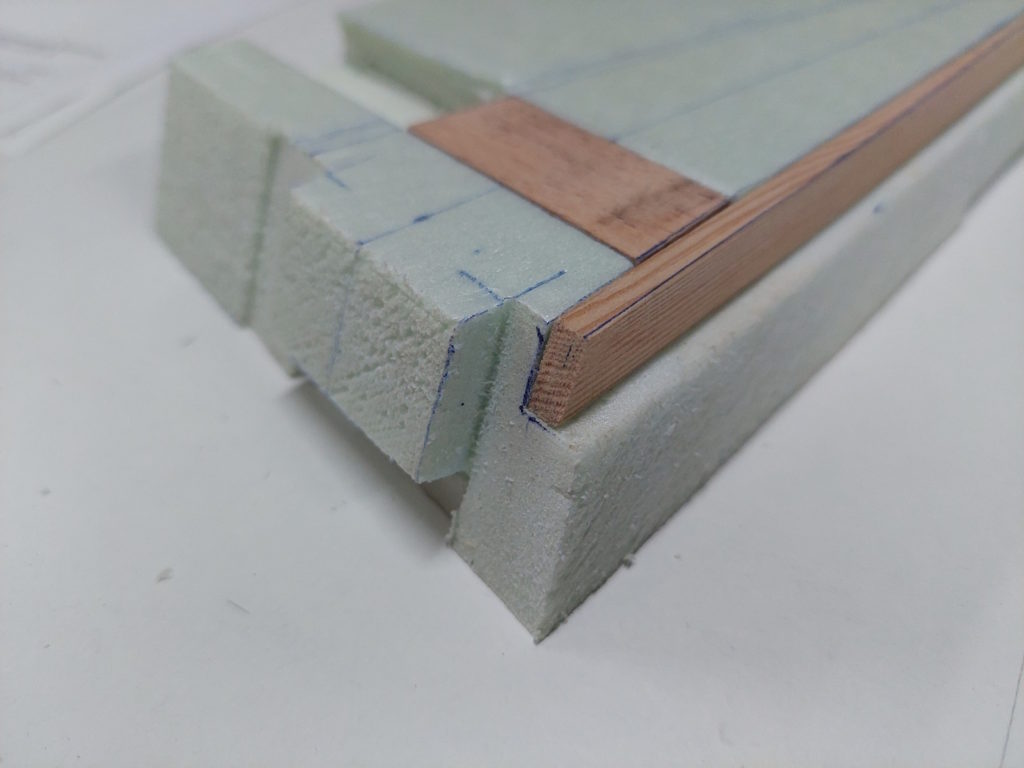
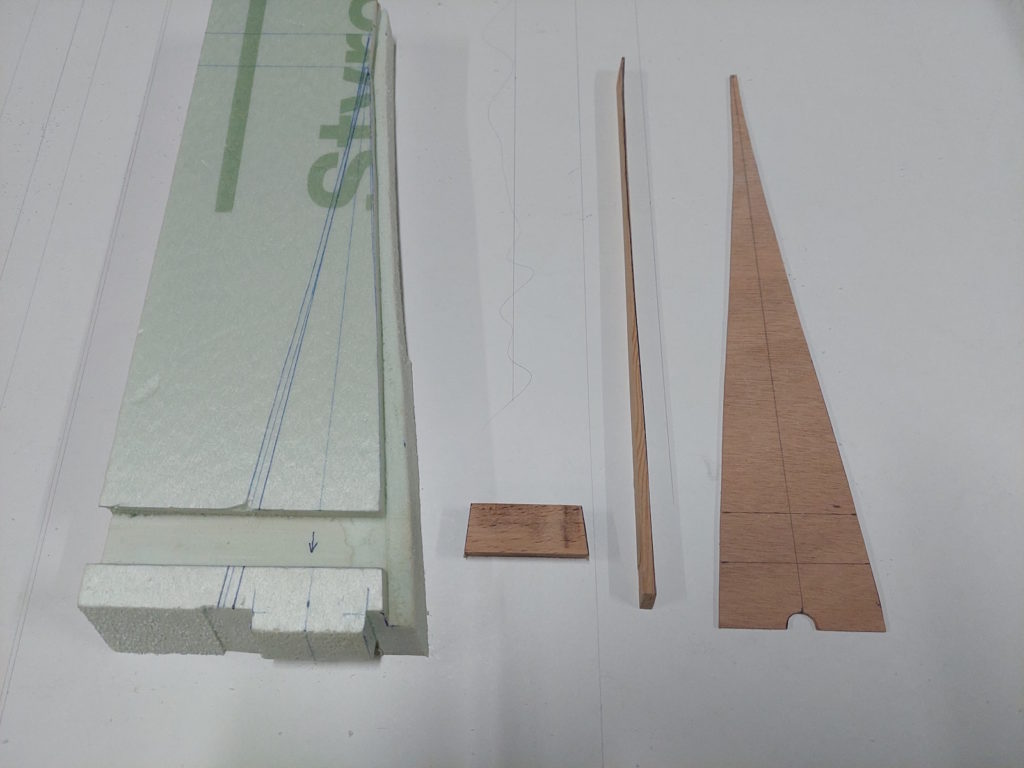
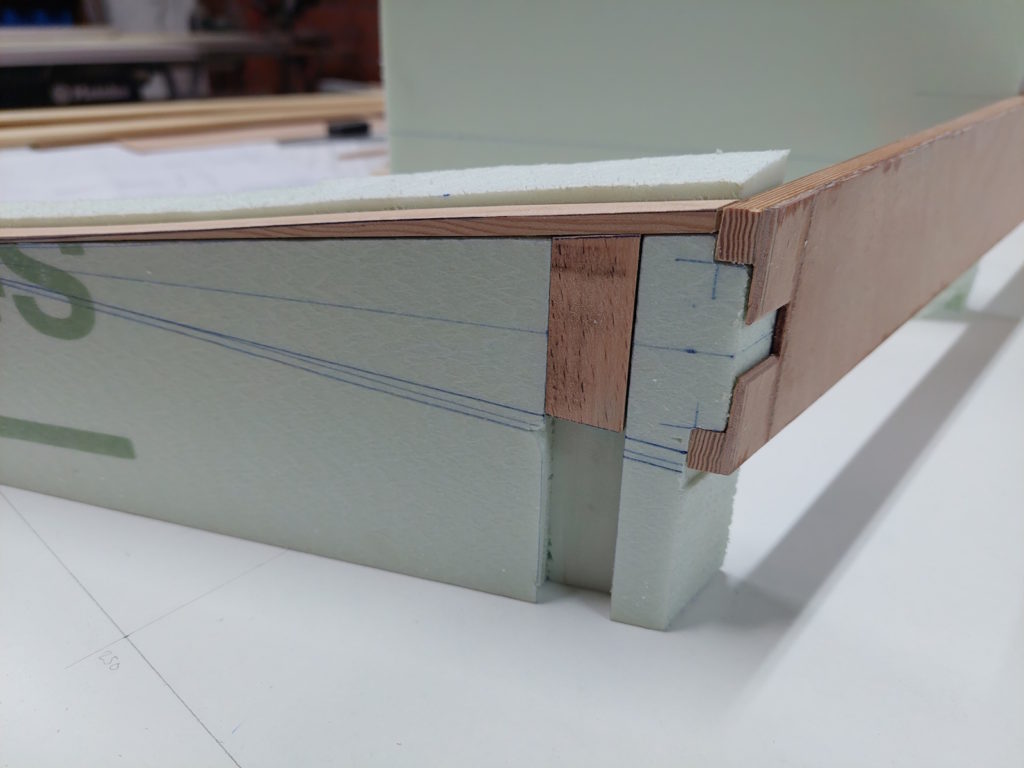
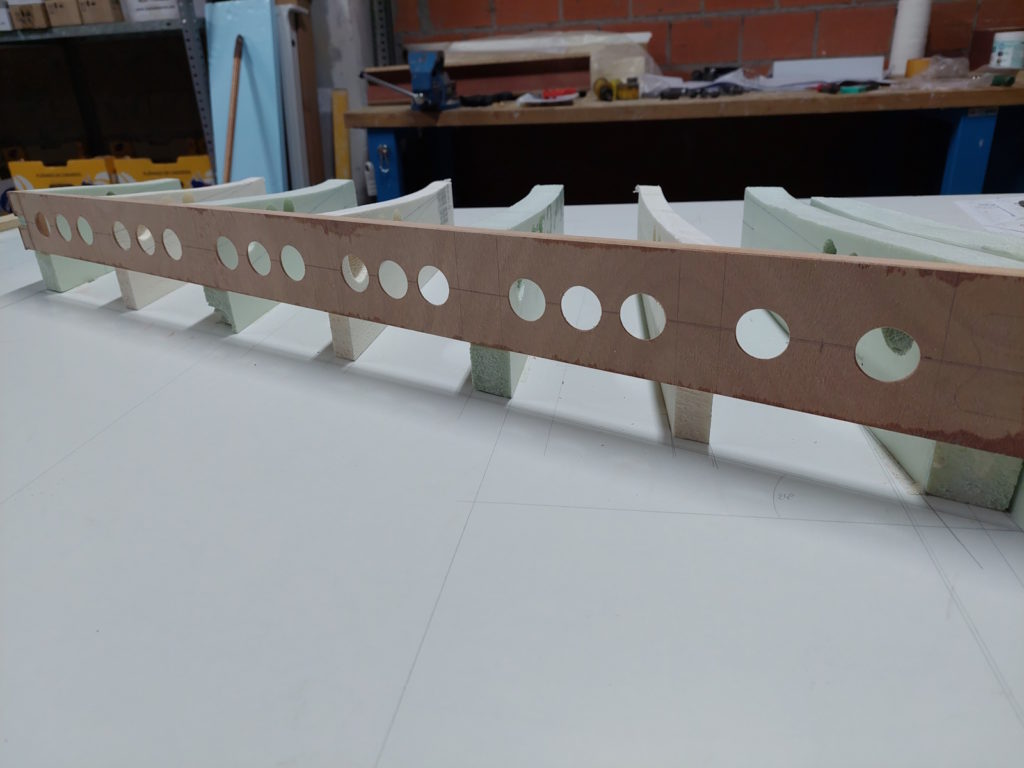
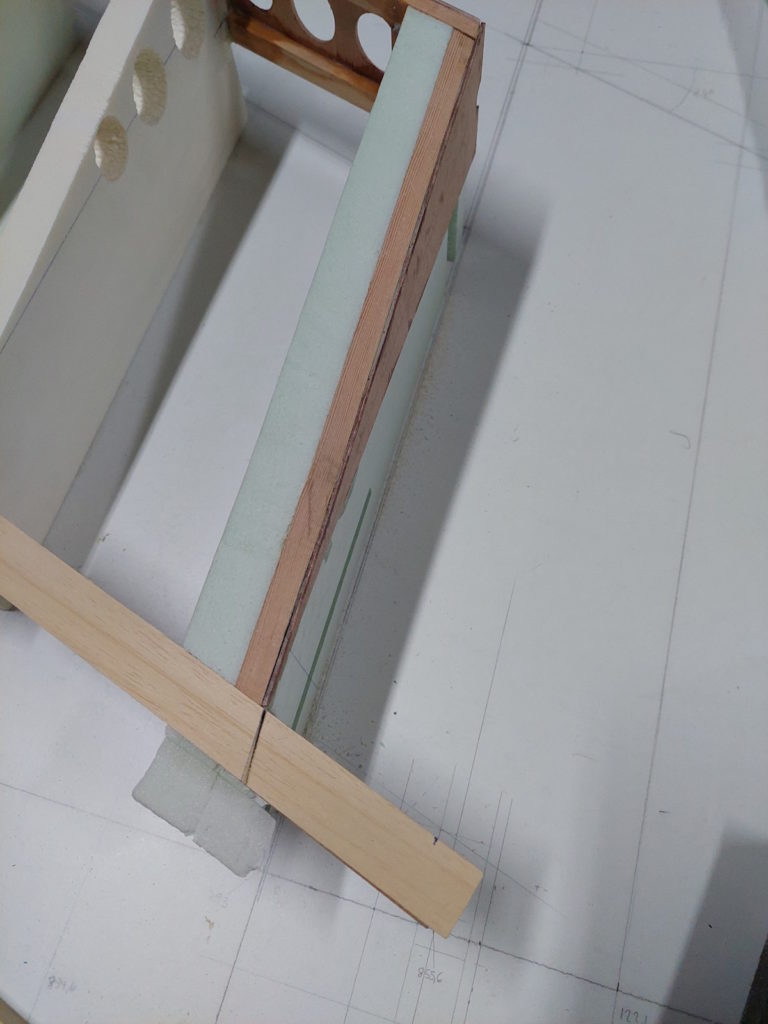
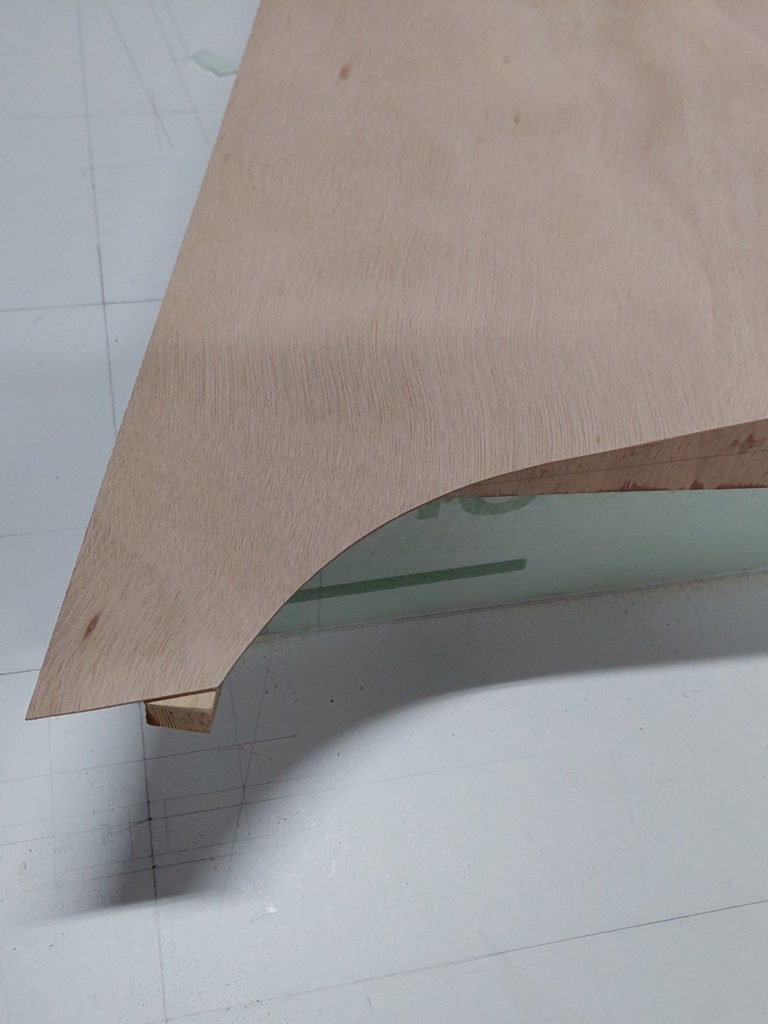
Se construirá a partir de dos piezas de contrachapado. La de la derecha es el trozo que sobró del larguero de la deriva……y dos listones de pino de Oregón.La unión de las piezas de contrachapado queda bajo el refuerzo de pino que hay que añadir.Se encola el conjunto, y se perfilan y ajustan los extremos.Larguero listo, presentado con la costilla inferior. Aquí se ve la unión reforzada por la pieza de refuerzo en pino de Oregón. Esta esquina del timón tiene varias piezas interiores de refuerzo. Se muestran a continuación.
COSTILLAS
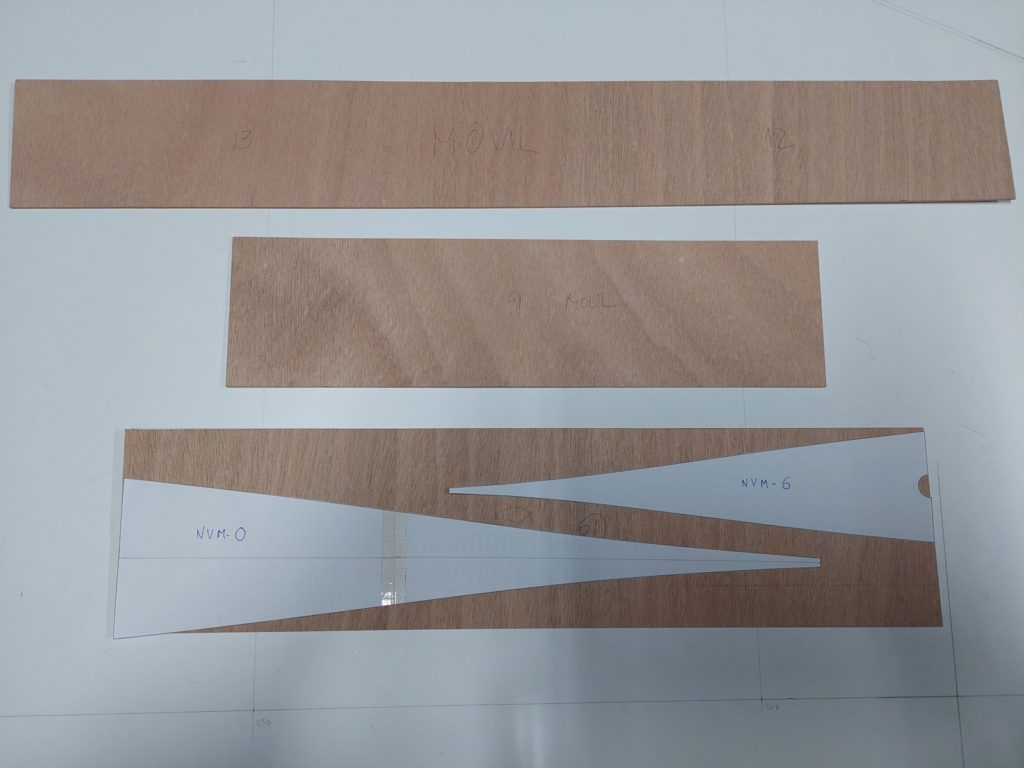
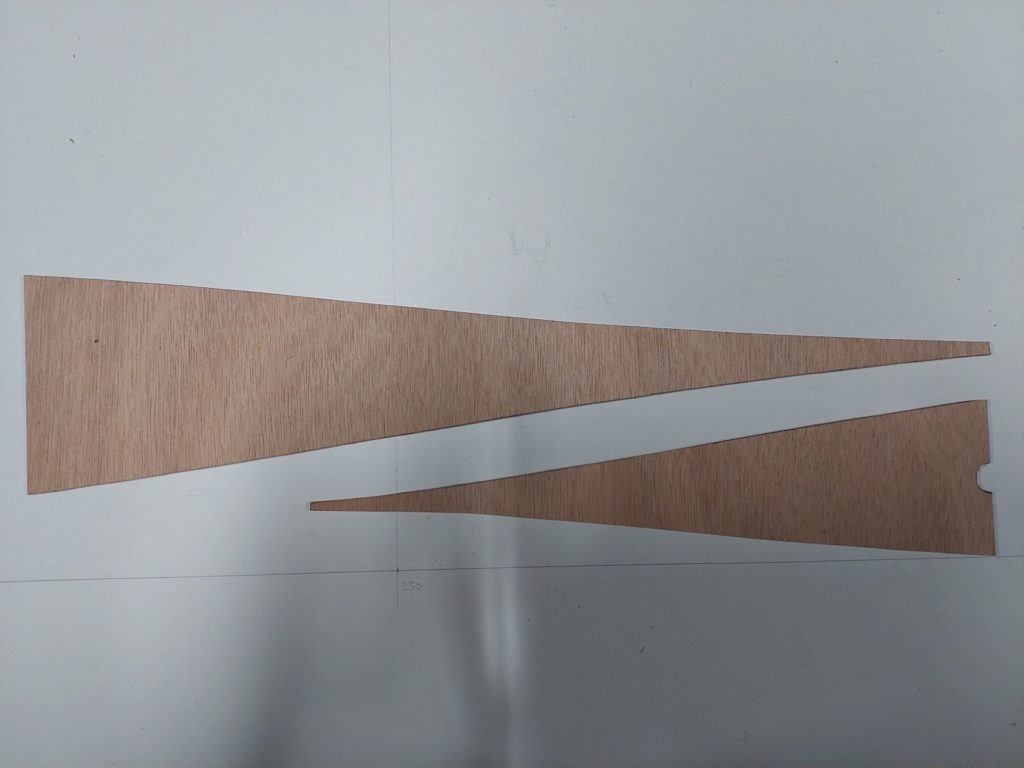
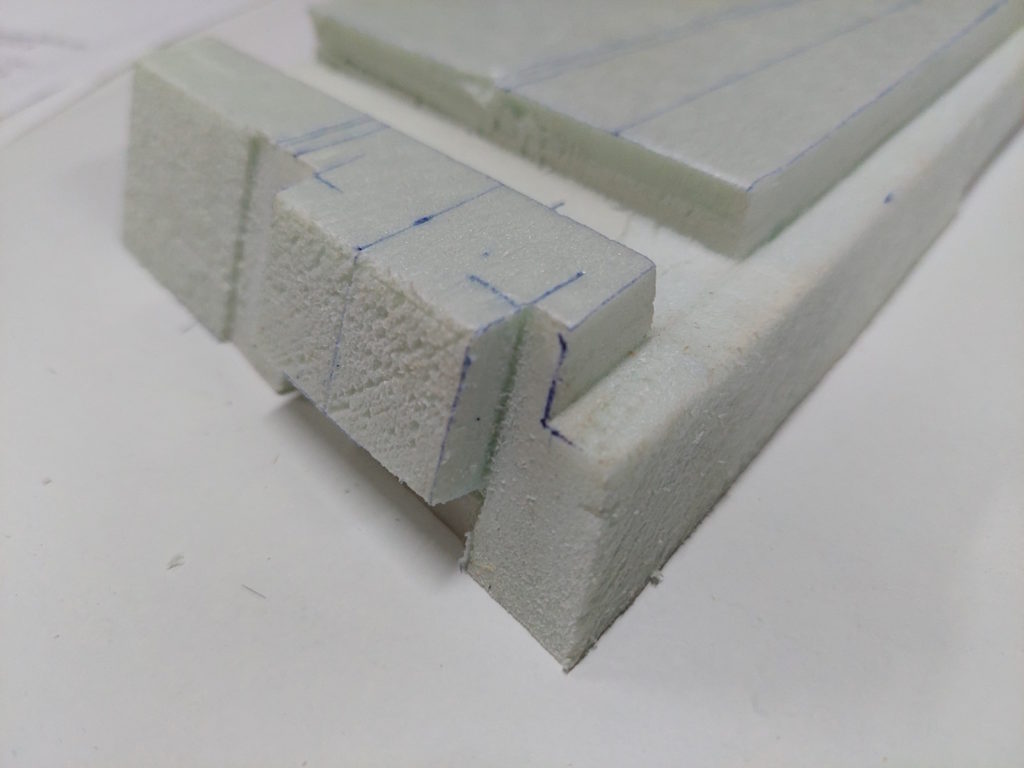
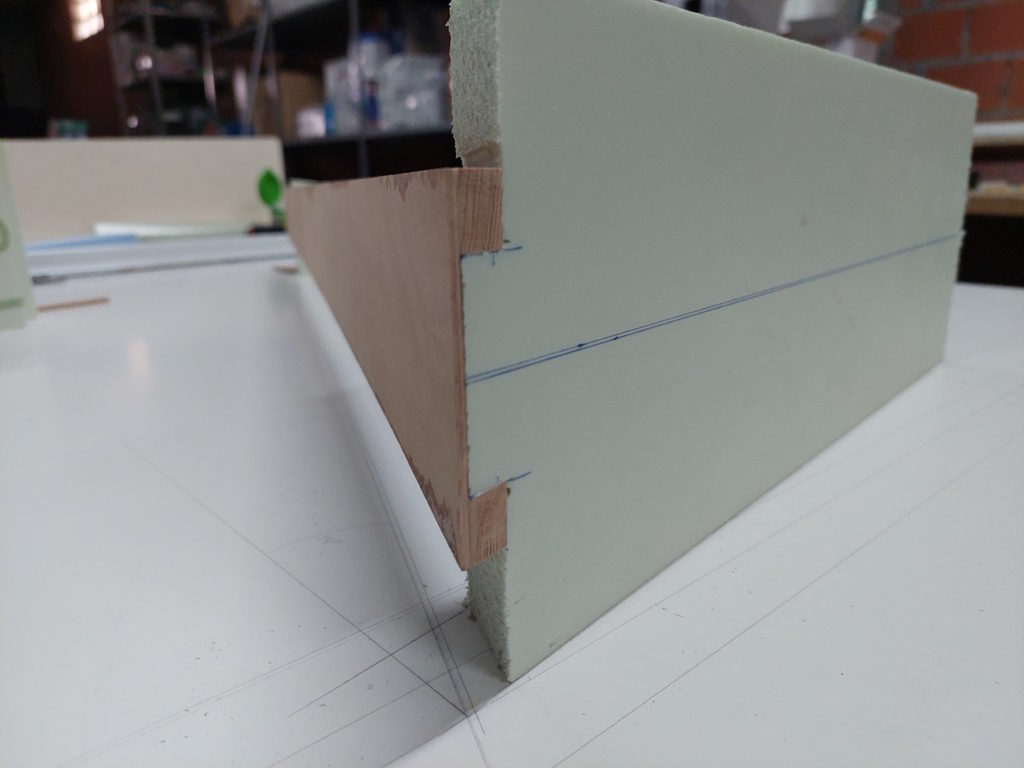
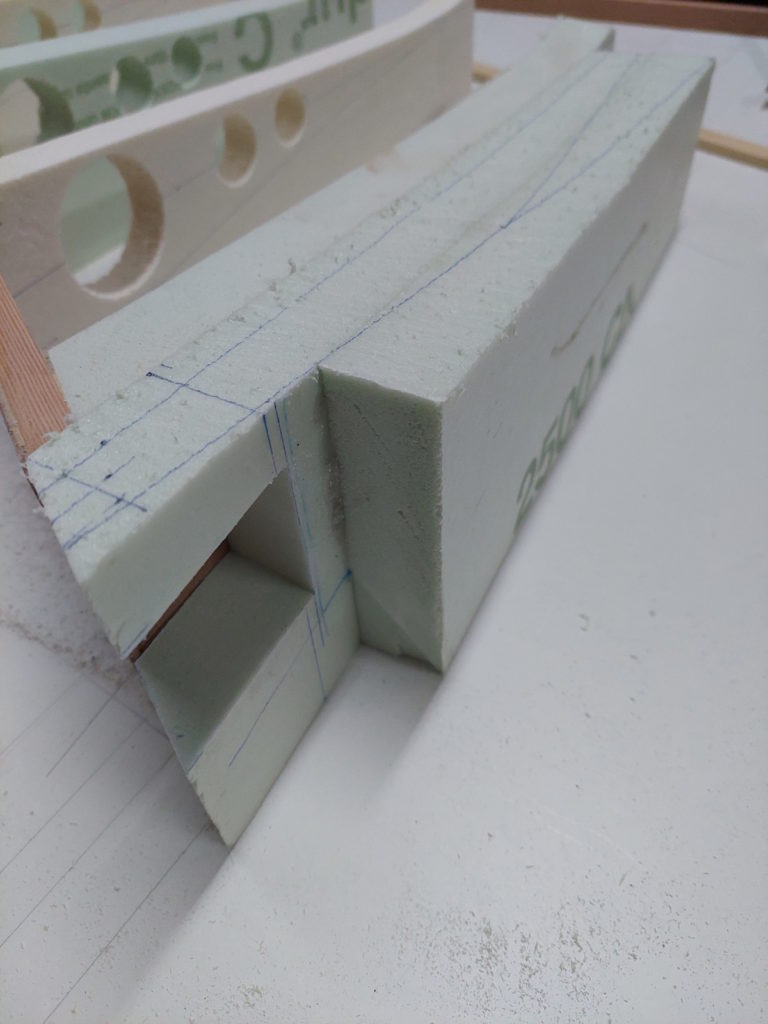
Utilizando las plantillas de la documentación……se recortan las costillas de contrachapado.Se recortan preformas para las costillas, en poliuretano extruido. Se recorta la espuma……para acomodar las diferentes piezas de la unión entre el larguero y la costilla superior.Piezas listas para encolar.Las preformas de espuma se pegarán a la mesa de trabajo en la primera fase de encolado, con cinta de doble cara. El hueco para el listón superior de refuerzo ya está precortado.Costilla inferior, y su unión al larguero listas para encolar.
ESTRUCTURA INTERNA
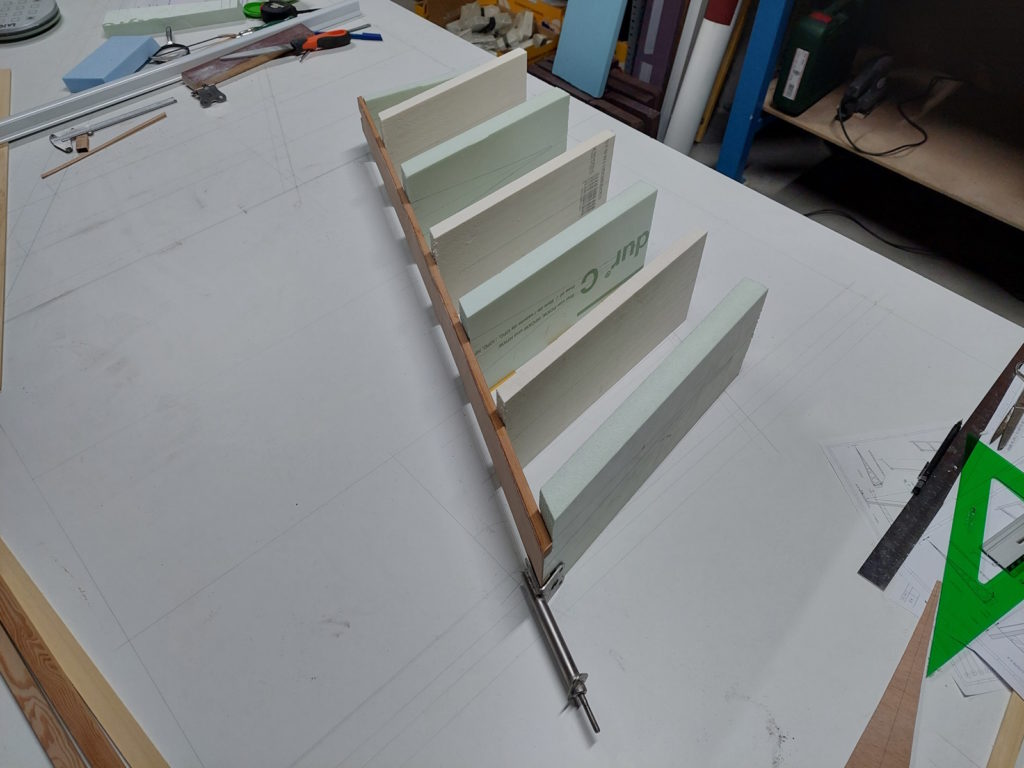
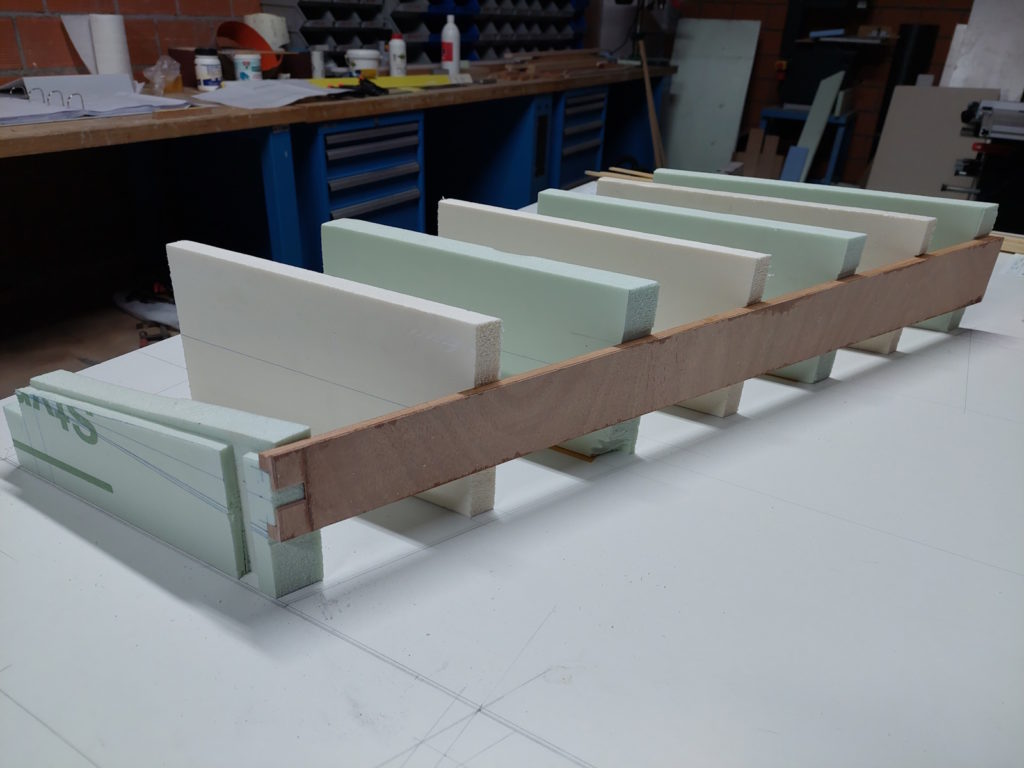
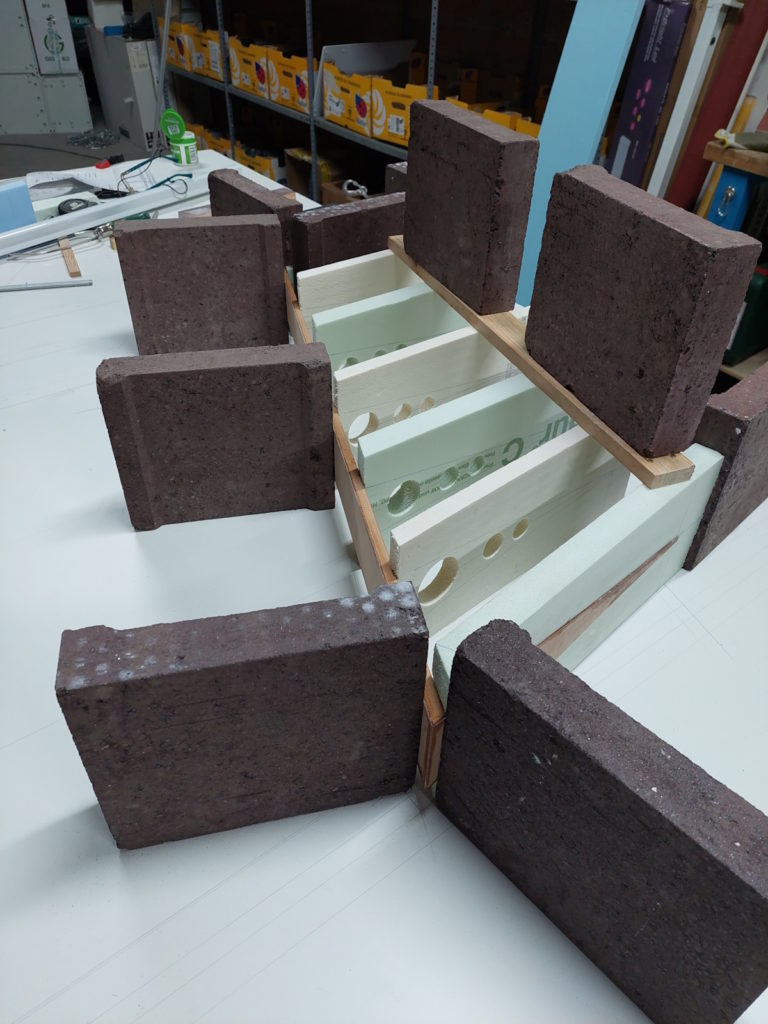
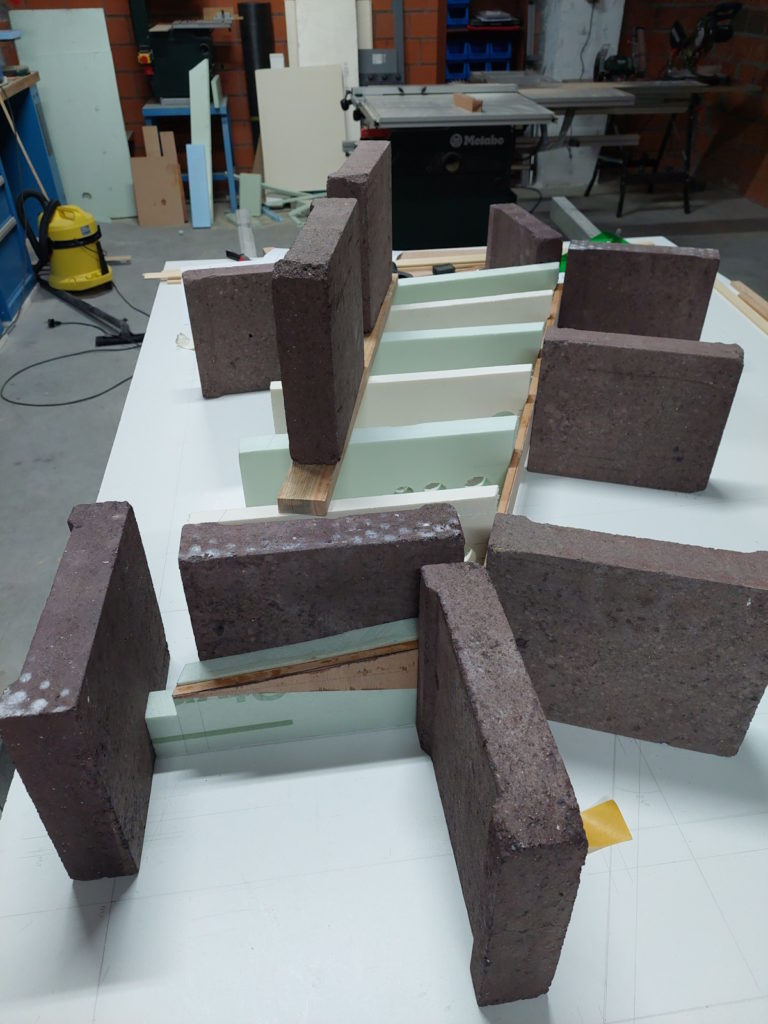
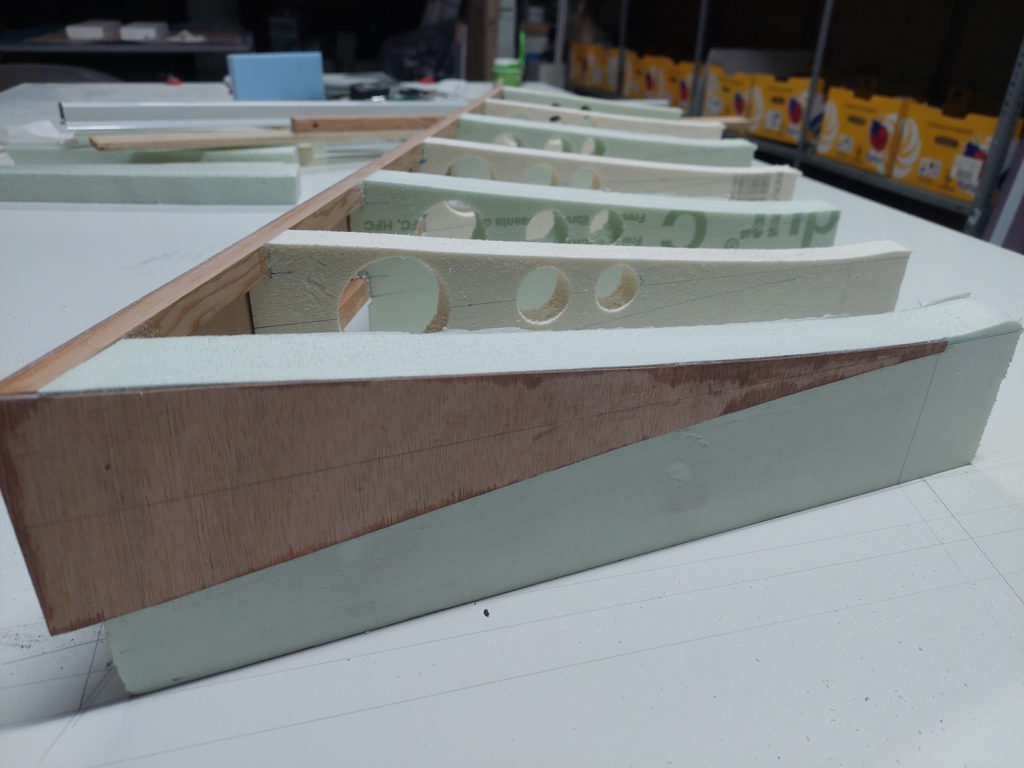
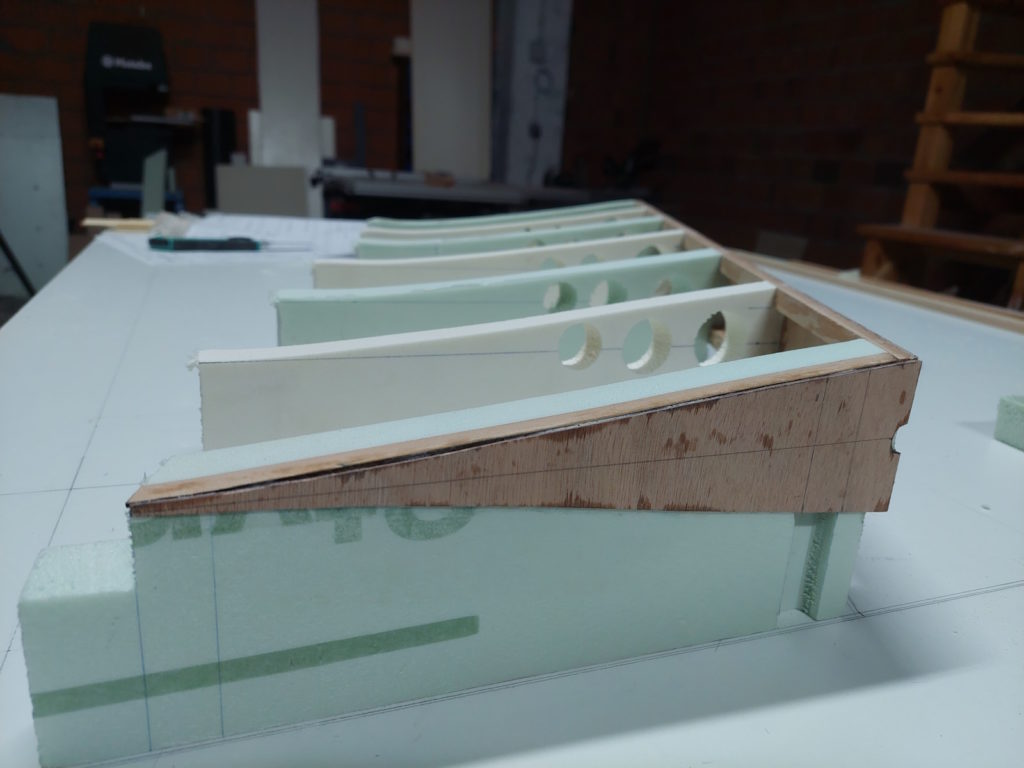
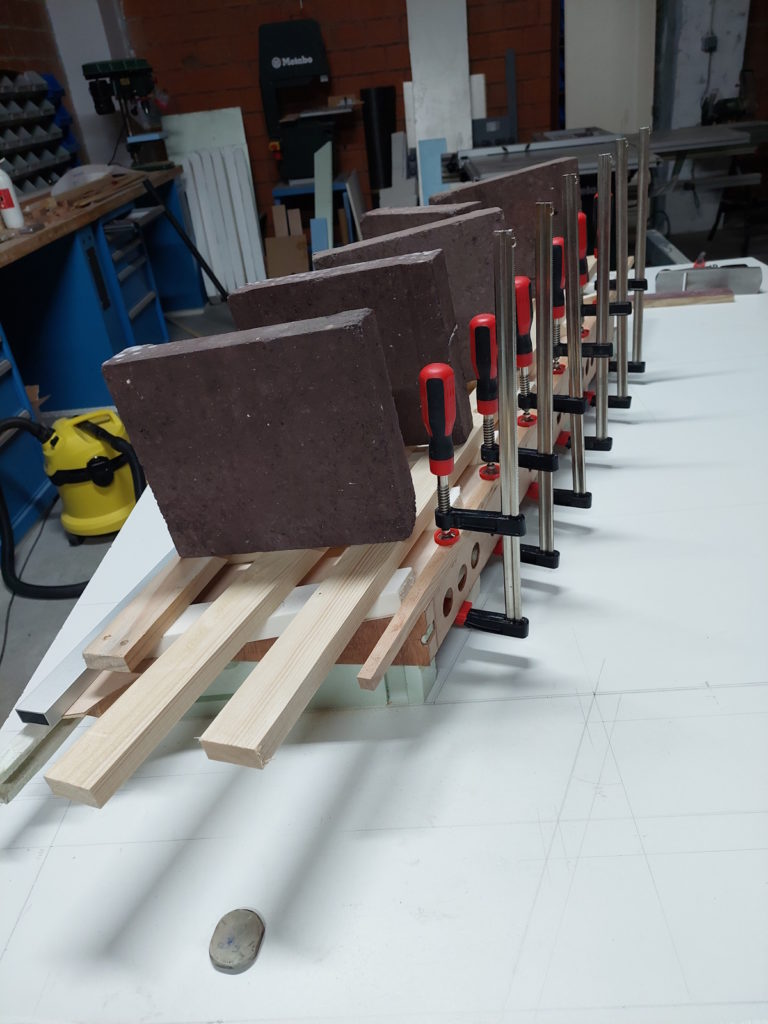
Ensayando el encolado en la mesa. Parte inferior del timón.Probando el herraje para la bisagra superior.Y parte superiorPegando el taco de refuerzo en la costilla inferior……y los listones de refuerzo. Los ladrillos, de nuevo, ayudan a mantener las cosas en su sitio mientras fragua el epoxi, con algo de presión.Preparando para la primera fase de encolado.Encolando el larguero a las costillas superior e inferior.Primera fase del encolado. Las preformas de las costillas están pegadas con cinta de doble cara, en los lugares marcados por el esquema de la estructura del timón, dibujado en la mesa.Con una hoja de sierra de metal se cortan, en exceso, las preformas de las costillas, para ajustarlas después.Se usa un tubo de PVC de 110 mm de diámetro, con un metro de lija pegado, para ajustar las preformas de las costillas a su forma definitiva.Se lijan poco a poco, ajustando el perfil de las costillas, utilizando las de contrachapado de los extremos como guía.Llegando a su forma definitiva.Presentando y marcando las nuevas piezas de espuma.Encolando la espuma.Se añade el larguero del borde de salida. Se ha hecho en madera de ayuso (samba), muy ligero.Añadiendo los rellenos de espuma a la costilla inferior.
REVESTIMIENTO DE CONTRACHAPADO
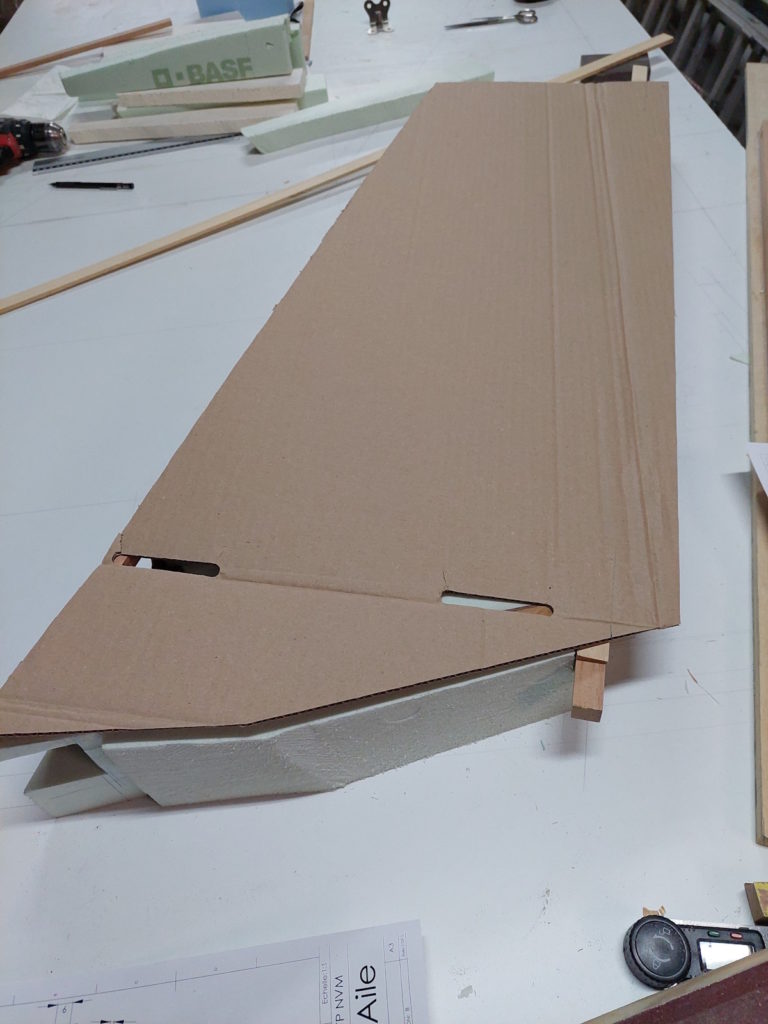
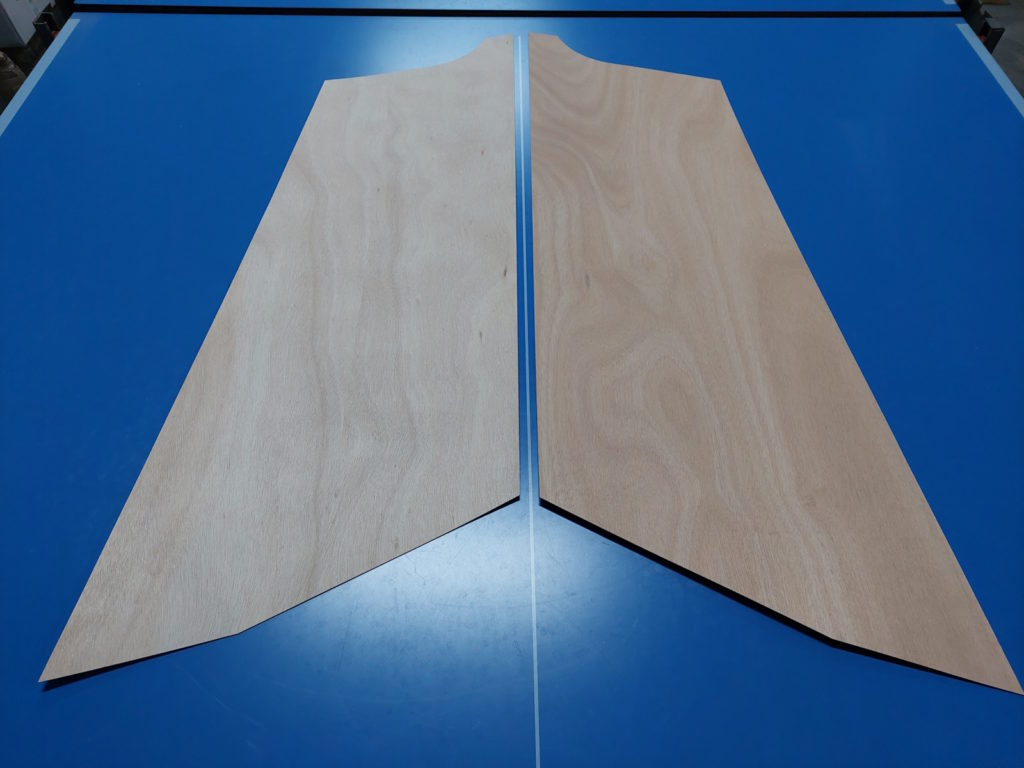
Se usa un trozo de cartón como patrón para recortar el revestimiento de contrachapado.Revestimientos recortados.Cubiertas para el timón.Como se indica en la documentación, el larguero del borde de salida se deja un poco largo por arriba, para dar soporte a los revestimientos en esta zona.Como en la deriva, se preparan los interiores de los revestimientos con resina.La zona del borde de salida queda sin resina, para recibir una tira de refuerzo en fibra de carbono (se ve encima de la mesa, arriba).Preparando los revestimientos para encolarlos.
REVESTIMIENTO IZQUIERDO
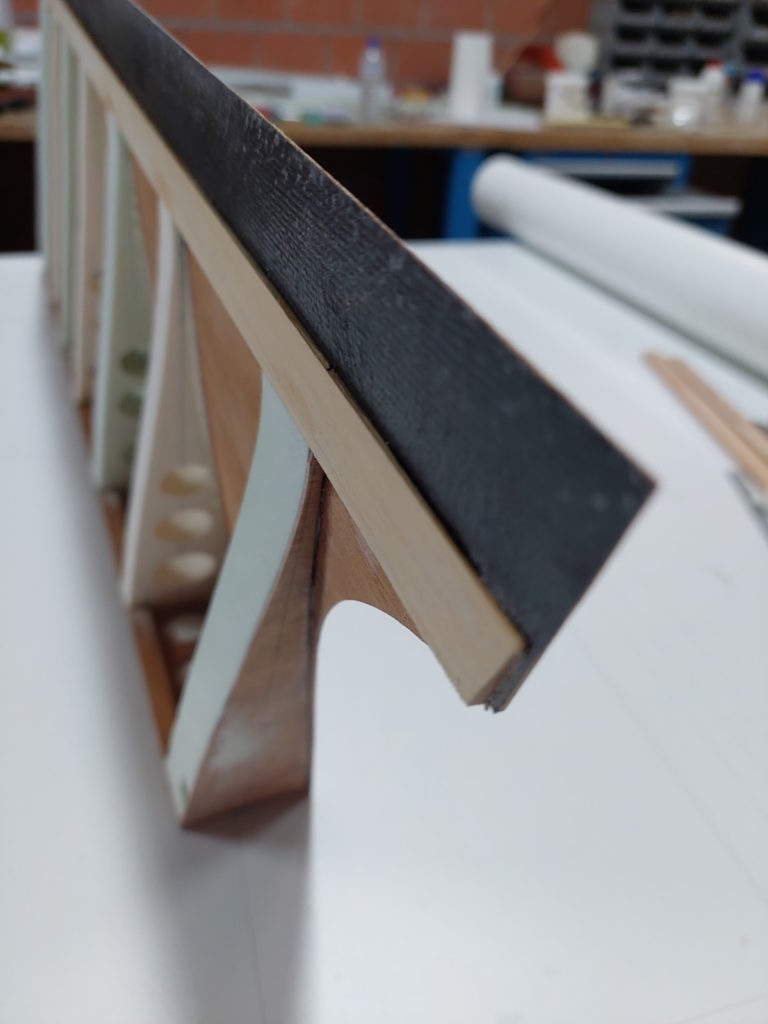
Se encola el refuerzo en carbono al borde de salida, eliminando el exceso de resina. Las zonas para las costillas se lijan ligeramente para recibir la resina.Donde la unión es con espuma, el epoxi se carga con microesferas. En las zonas de unión con madera, se carga con microfibras. En las zonas en las que actúa como barniz interior, va sin carga.Preparando el revestimiento para encolarlo.Se usan listones para repartir el peso, y para mantener rectos el borde de ataque……y el de salida. En este caso, un listón por el interior y una regla por el exterior.Encolando el primer revestimiento.Estructura recién despegada de la mesa.Espumas de las costillas desbastadas para aproximar el perfil.Preparando para el encolado del otro lado del timón.Estructura lista. Se ve algo de exceso de resina en las uniones con la madera y las costillas. Perfecto.El borde de salida, una vez limpiado y recortado a su dimensión final, está derecho «como una vela».Resultado del encolado.
REVESTIMIENTO DERECHO
Encolando el otro revestimiento.Nuevamente, para garantizar un borde de salida recto, se usa una regla durante el proceso.Encolando el segundo revestimiento.
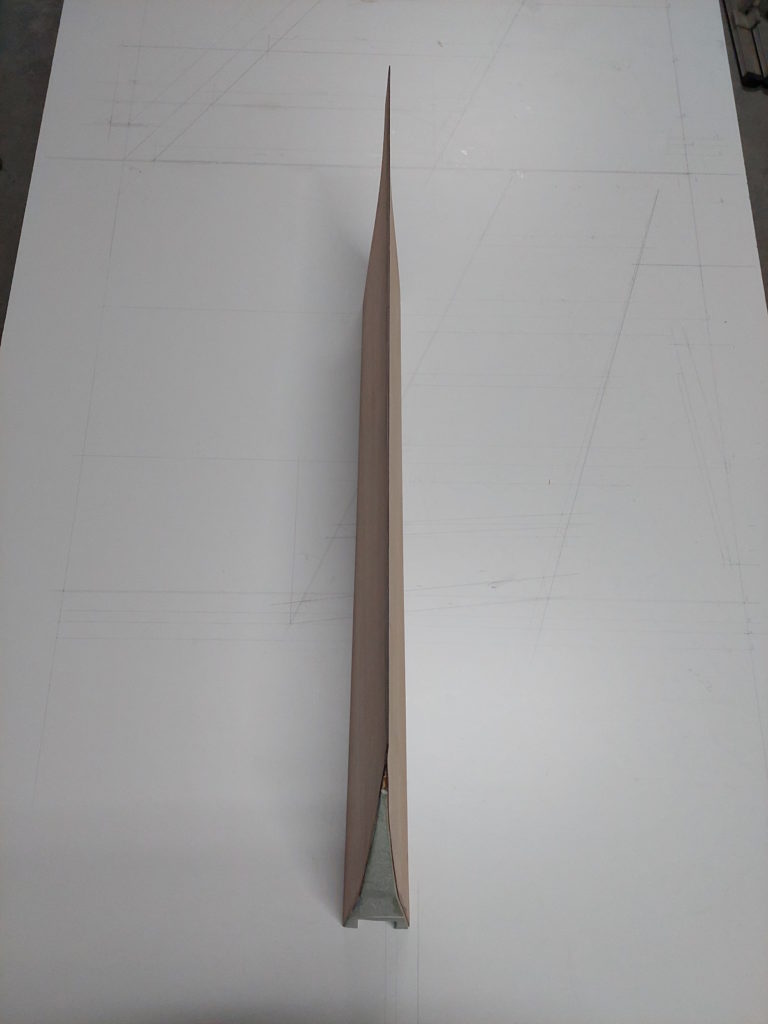
RESULTADO
Segundo revestimiento encolado.Esta mal que lo diga, pero… el borde de salida ha quedado perfecto!Peso hasta este punto. Falta la espuma del borde de ataque.