Tornillos de acero 12.9 M22x180Unos ensayos previosY las piezas definitivasTorneado de los pasadores, según las dimensiones de diseñoUna de las primeras pruebas, junto al tornillo de origen.Los pasadores son huecos.Piezas y tornillos para el apriete del pasador. Las piezas están torneadas en duraluminio (2017A), y los tornillos son comerciales, en aluminio 6063. Las piezas se han torneado cónicas, un poco más complicadas que las originales, pero un poco más robustas y ligeras. En realidad, el esfuerzo extra no compensa. Serge, como siempre, tiene razón.Las piezas y tornillos colocados en los pasadores.Colocados en su sitio. El torneado de los pasadores se ha ajustado a las cuadernas. El encaje es perfecto.
ANODIZADO DE LAS PIEZAS DE ALUMINIO
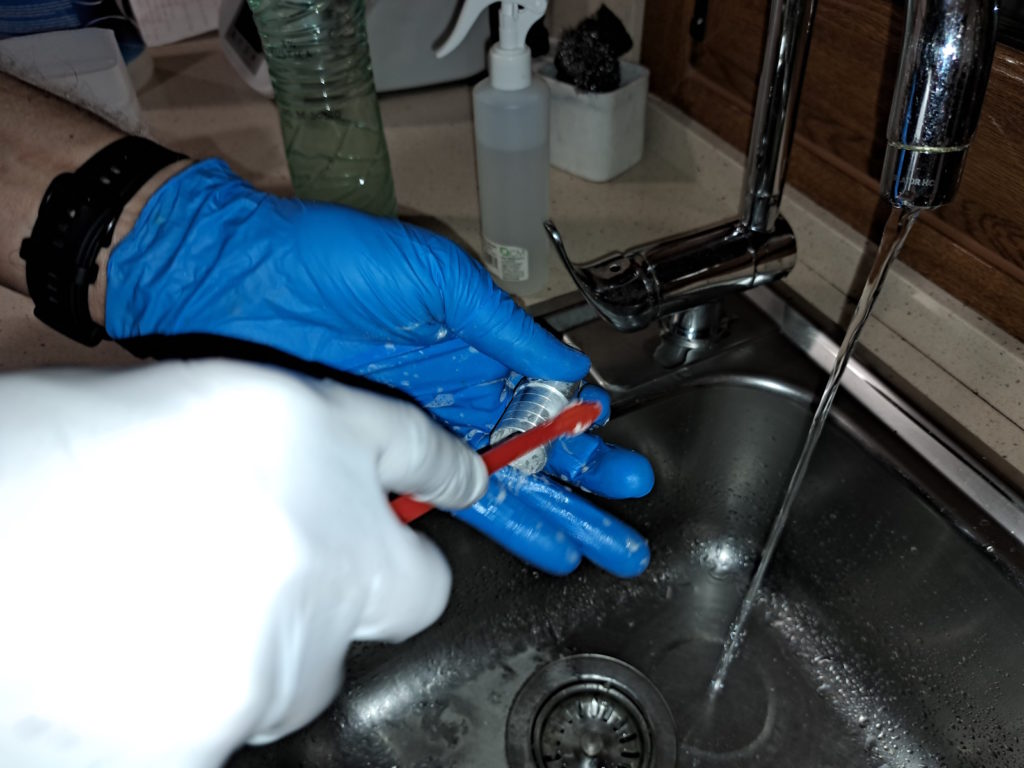
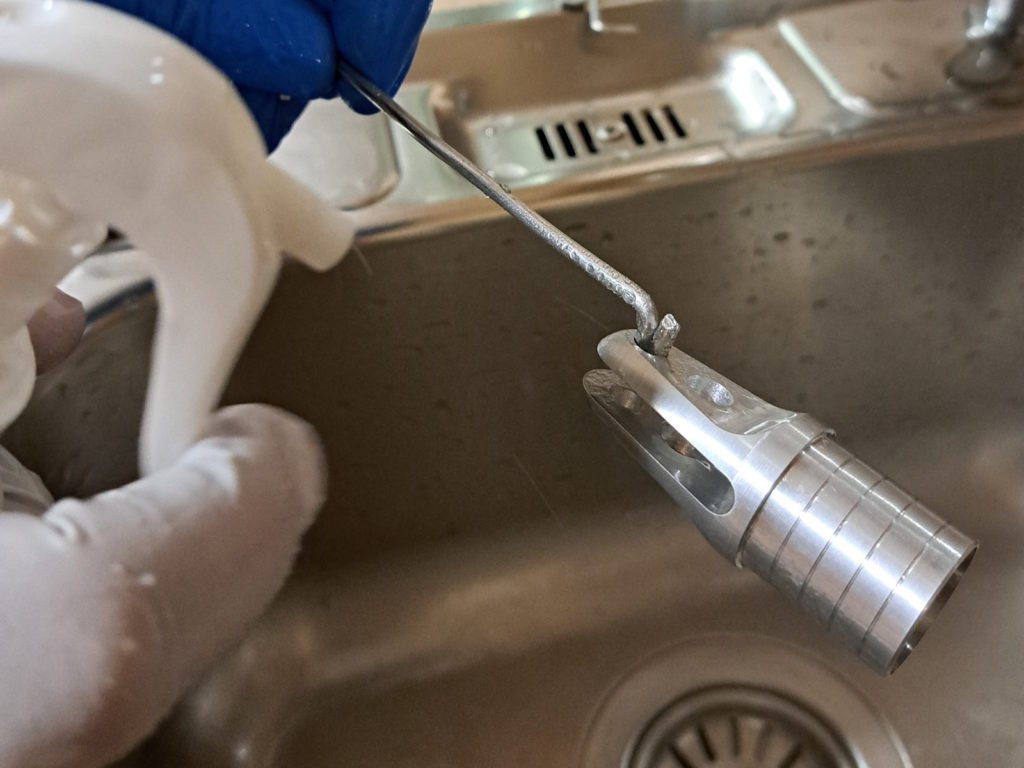
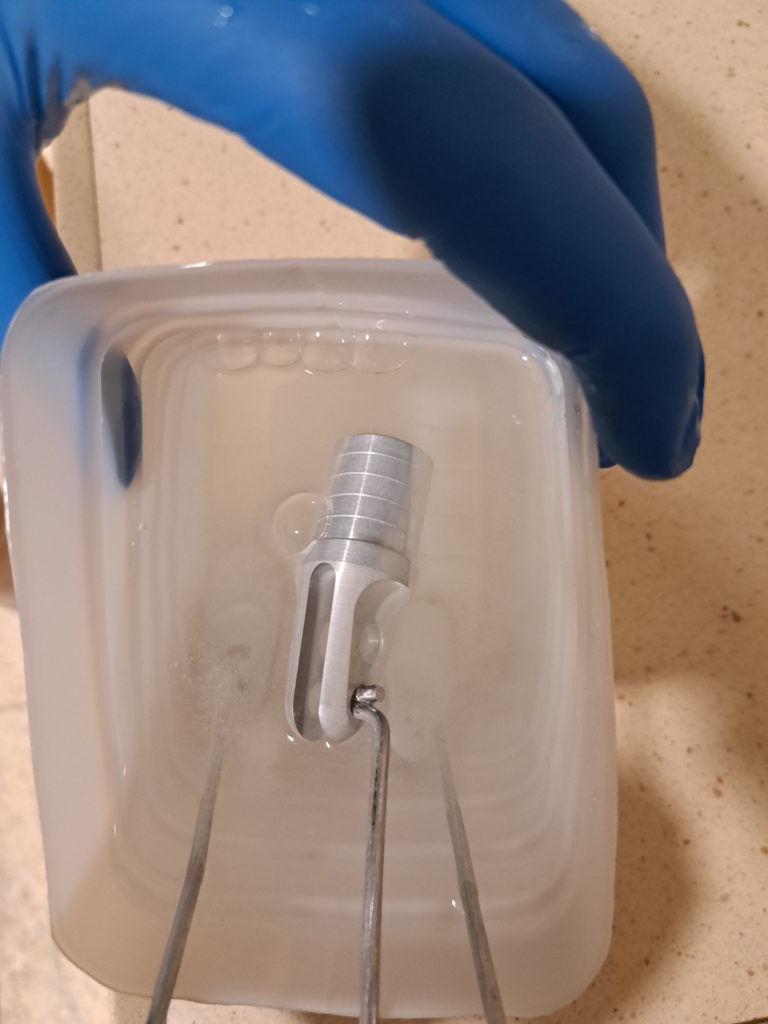
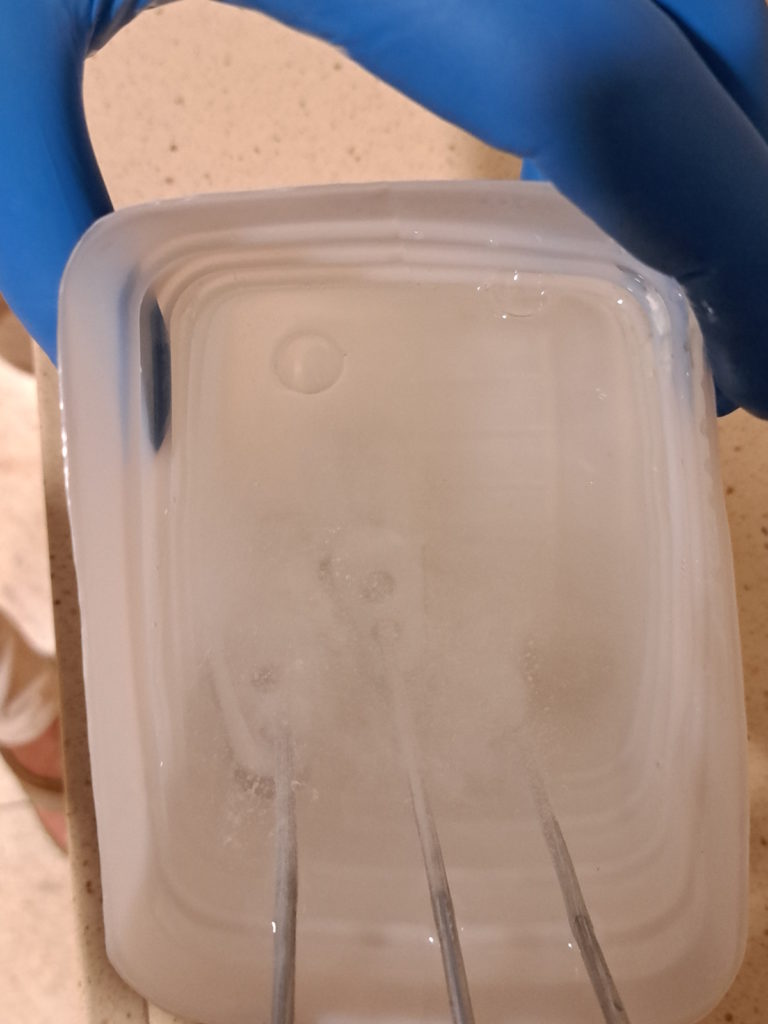
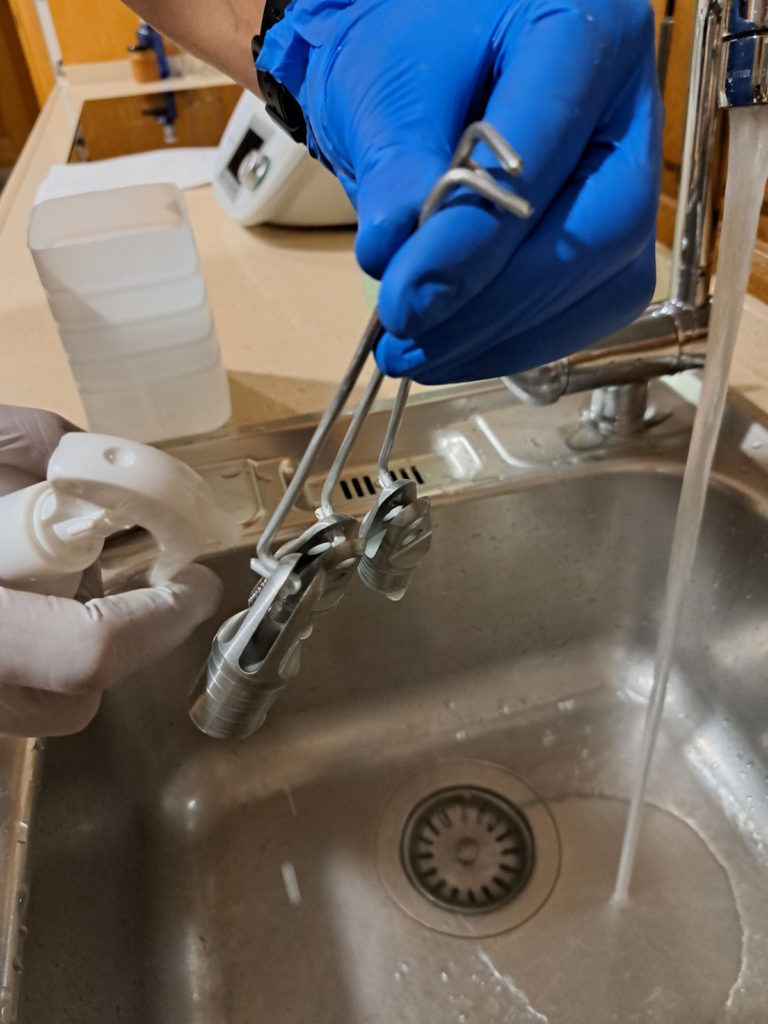
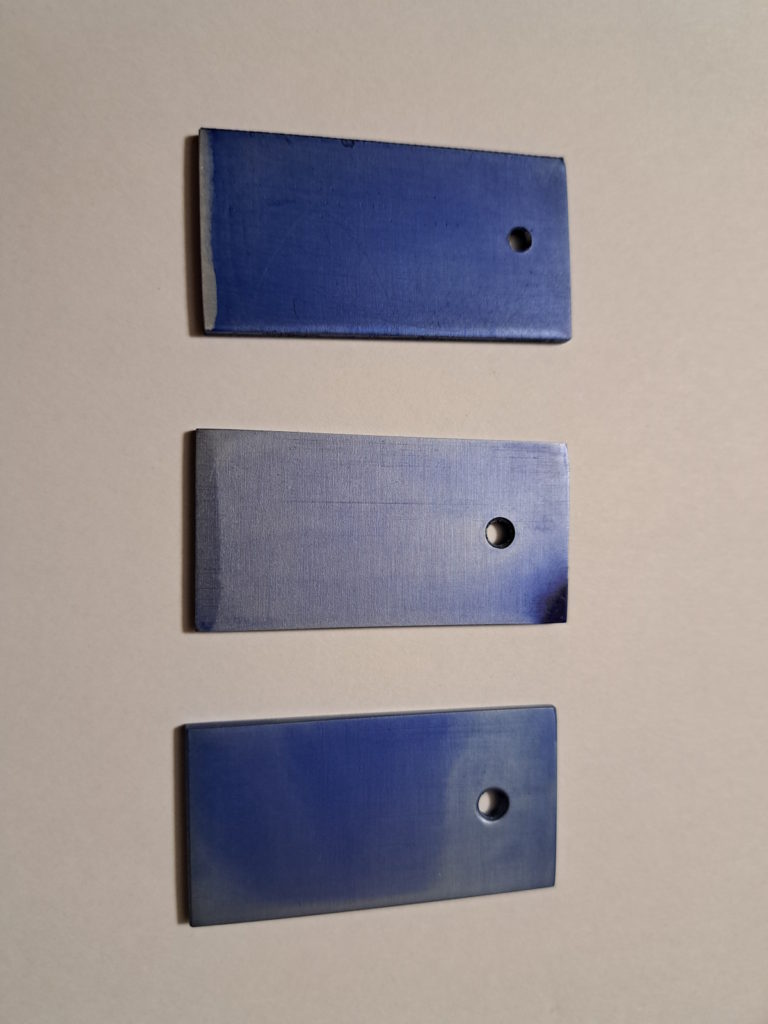
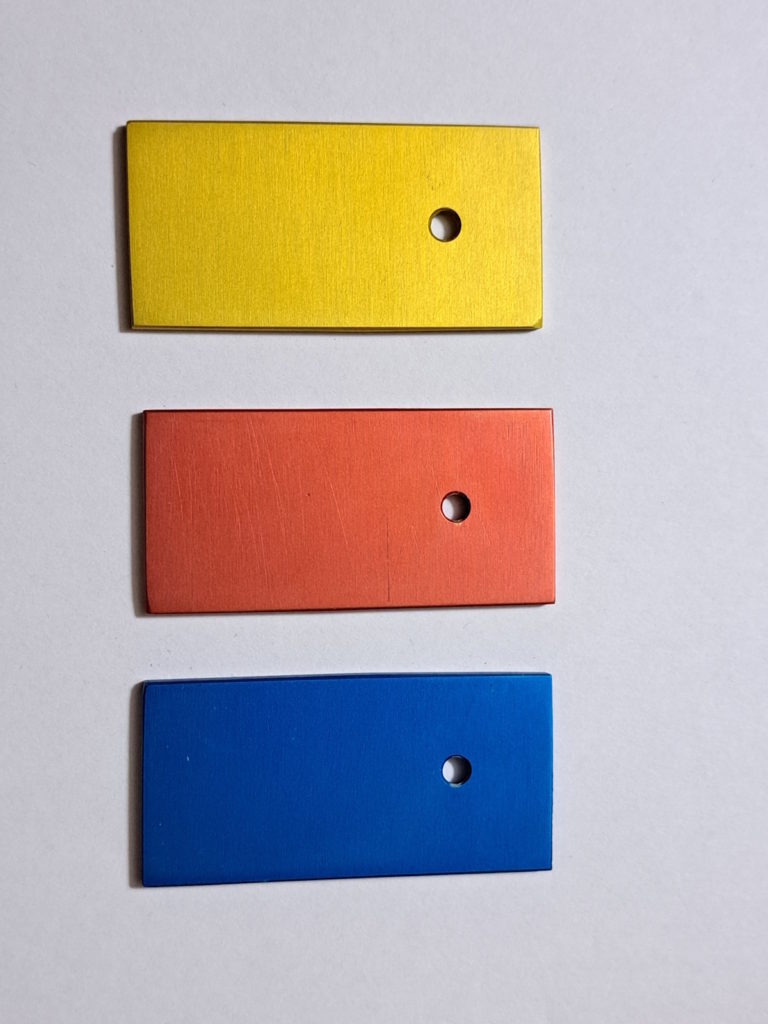
Utilizaré estas tres piezas para mostrar el método de anodizado que utilizo. El pulverizador de la derecha es para lavar las piezas con agua destilada (desionizada) entre fase y fase. Las fotos se pueden ampliar, con el botón derecho del ratón. Aunque hay mucha información del proceso de anodizado en la web, yo he utilizado fundamentalmente estas dos fuentes: Mark Presling para el anodizado y Kaos la leggenda para el colorante.Fase 0: Acabado de las superficies. Es necesario limpiar de rebabas las superficies, y dejarlas pulidas al gusto. El anodizado no oculta ningún defecto de la pieza. Si está mal antes del anodizado, seguirá estando mal después. En la foto se ve uno de mis primeros intentos. Una prueba, en aluminio desconocido, del reenvío de la profundidad. Como se aprecia, lo lijé superficialmente, pero sin mucho entusiasmo. Sospecho que tenía una capa superficial de anodizado, y con el lijado eliminé solamente parte de la capa, que es la que acabó anodizándose de nuevo y fijando el color. Por eso el color no es homogéneo. En resumen, preparar bien las piezas antes de comenzar.FASE 1: Lavado mecánico. Yo utilizo Vim, pero seguramente funcionarán otros limpiadores. El Vim tiene partículas duras que ayudan mecánicamente en la limpieza, además de varios agentes químicos bastante agresivos. Cepillos, estropajos (limpios, ojo). A partir de este momento, no se deben tocar las piezas con las manos, para evitar mancharlas con la piel. Usar guantes. Y, ya de paso, también gafas para protegerse. En adelante se utilizarán ácidos y bases que pueden hacer daño. Con el Vim yo utilizo cepillos y, a veces, un estropajo para lugares de difícil acceso. Hay que ser muy meticuloso en la limpieza. Un lugar de la pieza que no quede limpio no se anodizará correctamente.Una vez comenzado el proceso de limpieza, no utilizar el agua del grifo para aclarar. Podría dejar restos de cal u otras substancias. Aclarar con agua destilada (o desionizada, mejor). En la foto se observa (malamente) que estoy pulverizando agua sobre la pieza, para aclarar el Vim.Yo hago tres veces el proceso de limpieza en cada pieza: Vim+cepillos+aclarado. Normalmente con dos es suficiente, pero por si las moscas. Se sabe que la pieza está limpia cuando el agua, por la reducción de la tensión superficial, ya no hace gotas sobre la superficie. En la foto de la izquierda, una pieza antes de comenzar la limpieza (la foto se puede ampliar un poco, para ver las gotas). En la derecha, tras tres ciclos de limpieza, ya no hay gotas. El chorro de agua del grifo es para mantener limpio el fregadero. El agua del grifo no toca las piezas. Sólo la destilada.Ahora es necesario sujetar las piezas con un alambre metálico (foto de la izquierda). Yo utilizo alambres de aluminio. Como son de aluminio, se anodizarán igual que la pieza que sujetan. El anodizado no es conductor, así que un alambre anodizado ya no sirve. Mejor descartarlo, y utilizar otro nuevo. Los alambres los saco de retales de cable eléctrico (foto del medio), gratis. En la foto de la derecha hay ejemplos de alambres que ya no sirven. También se pueden usar alambres de titanio, que no se anodizan y se pueden reutilizar, pero yo no tengo. Las formas raras de los alambres son porque es necesario ingeniárselas para conseguir que los alambres hagan buen contacto eléctrico con las piezas, y también que las sujeten firmemente. Esto es FUNDAMENTAL: el contacto eléctrico debe mantenerse durante todo el tiempo del anodizado en ácido, que es largo. En alguna ocasión se me ha soltado la pieza en medio del proceso, con resultado desastroso.FASE 2: Limpieza química. Se utiliza sosa cáustica (foto de la izquierda). La hay en los supermercados, sección limpieza. Muy barata. Se hace una disolución al 3%, con agua destilada (o desionizada, mejor). Ojo al hacer la disolución: añadir la sosa al agua, y no al revés, y hacerlo lentamente. Es un proceso exotérmico, y puede calentarse rápidamente. Yo he hecho medio litro, y lo guardo de una vez para otra. En la foto del centro, sumergiendo la tercera pieza. En la de la derecha, las tres sumergidas. Tiempo de la inmersión: 1 minuto. Estas piezas son de aluminio 2017. Como se ve en la foto, generan muchas burbujas finas. El aluminio «normal» es menos reactivo. Agitar ligeramente durante la inmersión. En esta fase se termina la limpieza, y se prepara la superficie del aluminio para la fase siguiente, el anodizado.Después del baño en sosa, toca limpiar de nuevo. Pulverizar con agua destilada (o desionizada). Hay que ser meticulosos en esto. La sosa es una base, y el siguiente baño será en ácido. No conviene contaminarlo con restos de sosa. No se aprecia mucho en la foto, pero el color del aluminio al salir de la sosa es ligeramente distinto al original. Obsérvese la ausencia de gotas en la superficie de las piezas.A continuación viene el baño en ácido. Típicamente es ácido sulfúrico, que puede comprarse como reductor de pH para piscinas, o electrolito para baterías, por ejemplo. Hay que hacer una disolución en agua destilada o desionizada, al 15%. También sirve bisulfato sódico, (también es un reductor de pH para piscinas, como el de la foto, que es el que uso) en este caso disuelto al 20%. Como con la sosa, añadir el ácido al agua, y no al revés. Y hacerlo lentamente, para que no se caliente en exceso. Yo he hecho 5 litros, y los guardo de una vez para la siguiente.FASE 3: anodizado. Hace falta una fuente de alimentación (o un cargador de baterías, o lo que sea) que permita mantener una corriente constante y regulable. El ácido está en un recipiente en el que hay unas láminas de plomo que forman el ánodo (las mías han salido de fundir plomo de tuberías viejas, pero la procedencia del plomo no tiene importancia). La superficie total del plomo expuesto al ácido tiene que ser suficiente. El plomo no se ve afectado por el anodizado, y es reutilizable. No puede haber ningún otro metal en el líquido. Esto es importante. Podría contaminar la disolución. En realidad, no debería haber nada más en el líquido, para no ensuciarlo. En el líquido se sumergen las piezas, que formarán el ánodo (por eso se «anodizan»).
Como el anodizado nos interesa para proteger la pieza, y no para decorar, yo apunto a un espesor de anodizado de 25 micras, que es un poco más de lo habitual (15-20 micras).
Para las concentraciones de ácido que hemos dicho, la densidad de corriente de anodizado se puede calcular de e=0,03*d*t, donde e es el espesor en micras (25 en nuestro caso), t es el tiempo de anodizado en minutos (45 en nuestro caso) y d es la densidad de corriente en mA/cm2. Si hacéis el cálculo, salen unos 18 miliamperios por centímetro cuadrado.
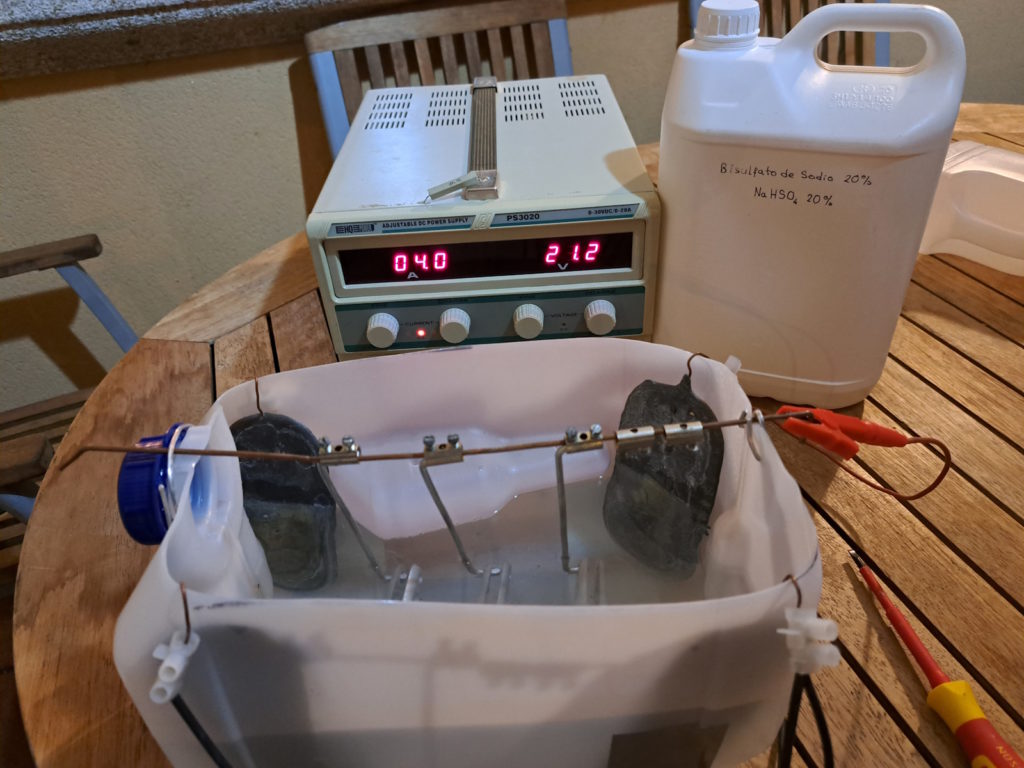
Cada una de estas tres piezas tiene unos 72 cm2 (esto hay que calcularlo, o estimarlo). Las tres suman 216 cm2. Multiplicando por 18 mA/cm2 salen 4000 mA, es decir, 4 amperios. Por eso en la foto se ve la fuente de alimentación dando 4 amperios.
Es fundamental asegurar un contacto eléctrico sólido y fiable a cada una de las piezas durante todo el proceso. No es suficiente «colgar» las piezas de un alambre. Yo utilizo un alambre de cobre grueso, que sirve también para colgar las piezas, con unas fichas eléctricas que uso para sujetar los alambres de las piezas, y hacer el contacto eléctrico, como se ve en la foto de la izquierda. Fácil, robusto y barato. La tensión positiva de la fuente va a las piezas, y la negativa a los plomos.
A medida que va creciendo la capa de anodizado, que es aislante, aumentará la resistencia eléctrica entre las piezas y el baño. Por eso la tensión irá subiendo poco a poco. En la foto se ven 21 V, pero al final del proceso se alcanzaron cerca de 24 V (para estas piezas).
Las burbujas que se ven saliendo de las piezas son de hidrógeno. Dependen del tipo de aleación, de la corriente, temperatura, etc. También salen burbujas del plomo, y otros tipos de vapores. Yo hago esta parte del proceso al aire libre. Los gases de ácido no molan.
Por último, el anodizado es exotérmico. Si no se refrigera, la temperatura del baño irá subiendo poco a poco. Y más en verano. Hay que vigilar que no pase de 20º, para que no falle el proceso. Si sube demasiado, bajar la corriente (y aumentar el tiempo) o refrigerar el baño. De todos modos, para piezas y corrientes como las de la foto, o algo más grandes, no hay problema.
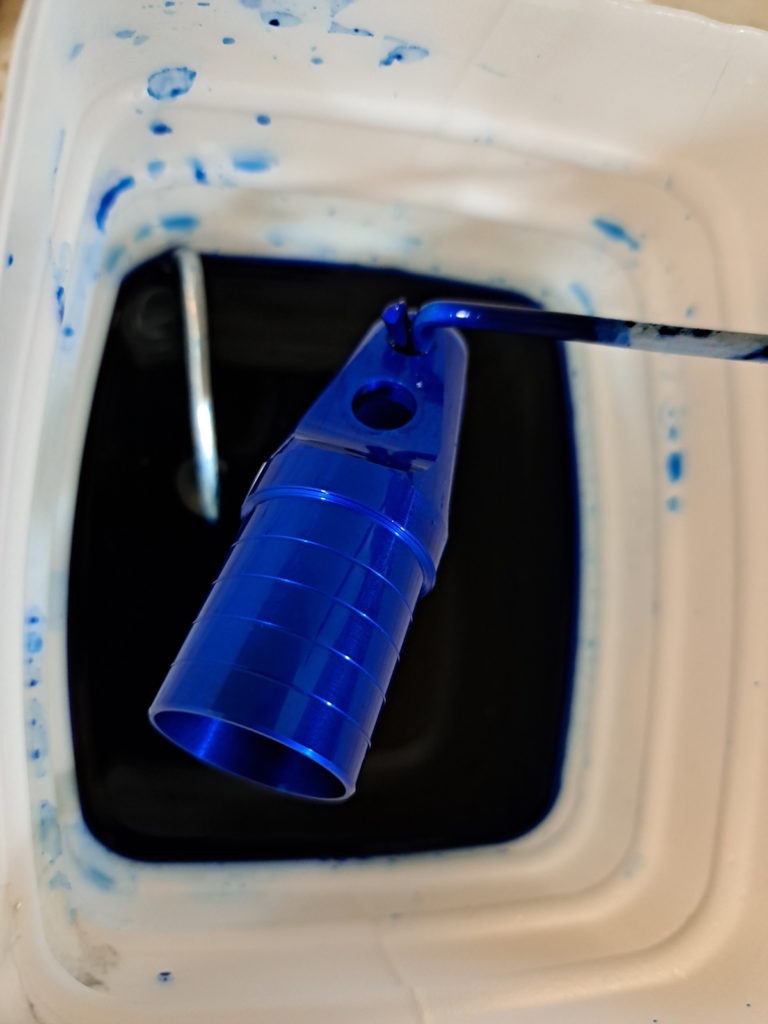
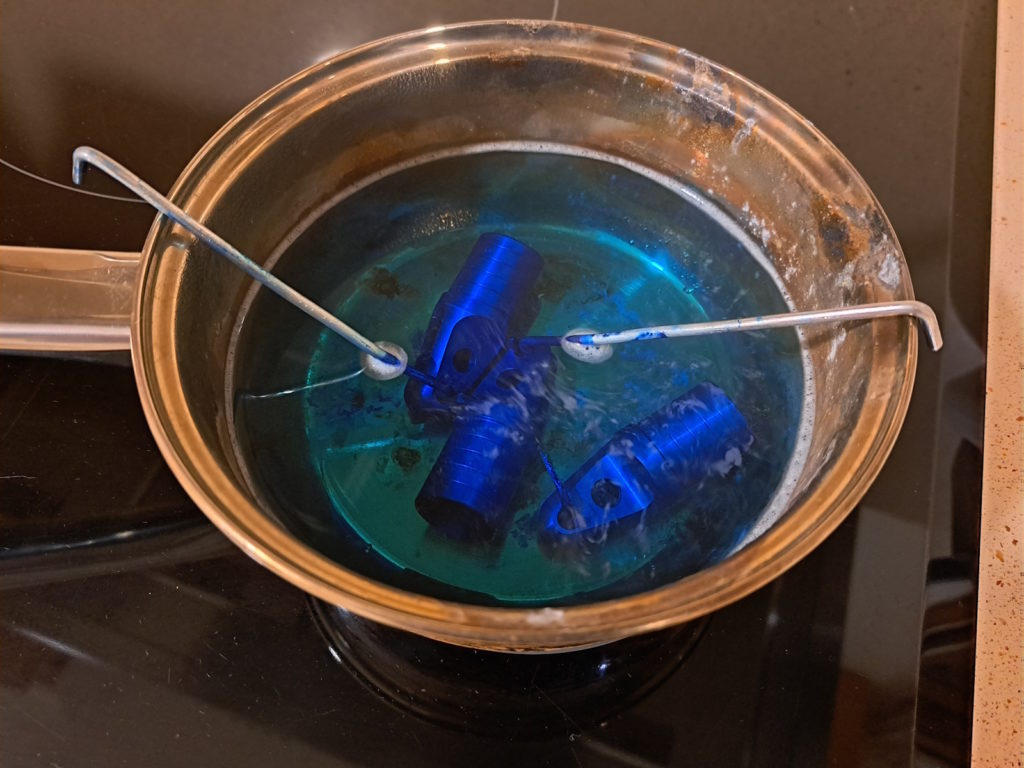
FASE 4: teñido. Las piezas ya están anodizadas. Hay que limpiarlas, para eliminar los restos de ácido, mejor con agua destilada o desionizada. Ya tienen una capa de 25 micras de óxido de aluminio, que es extremadamente duro. Esta capa protege a las piezas contra desgaste y abrasión. Además, también protege contra el óxido. Pero la superficie anodizada es porosa, y admite, si se quiere, añadir colorante en estos poros. En mi caso, que no me interesa mucho la parte estética (soy daltónico), el colorante sirve para saber si las piezas han quedado bien anodizadas o no. Si el anodizado no ha sido regular, el color tampoco lo será. Un color homogéneo apunta a un anodizado homogéneo. Para añadir el color hay que sumergir las piezas en un baño de colorante disuelto en agua destilada o desionizada. Típicamente se usa un baño a unos 55-60º, durante unos pocos minutos, pero yo dejo las piezas una hora en baño a temperatura ambiente. El tiempo del baño no es crítico: sacar la pieza cuando tenga la densidad de color deseada. Si os interesa lo del baño de color, sigue un pequeño resumen al final.FASE 5: Sellado de los poros. Se sumergen las piezas, teñidas, en agua hirviendo. Una hora, más o menos (en realidad, deberían ser 200 segundos por micra). En esta fase los poros se cierran, atrapando permanentemente el tinte. Si no se hace esta fase, el color se irá perdiendo poco a poco. El cazo que uso, que se ve en la foto, es el que utilicé para fundir el plomo del ánodo. Por eso ese aspecto tan lamentable. Por último, sacar de las piezas los alambres, y ¡listo!
Pruebas con diferentes tipos de tintes
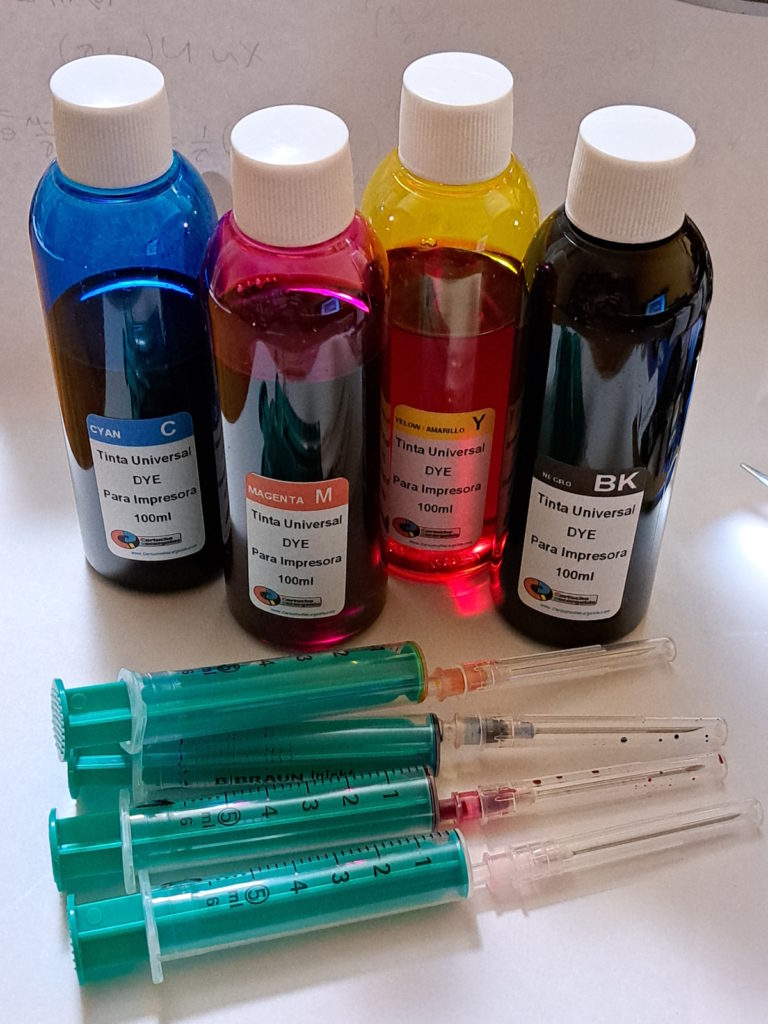
La primera prueba que hice fue con tinte de ropa. Muchos (en internet) dicen que funciona bien. Lo cierto es que sí. Yo utilicé el de la foto, de un supermercado. Tinte para vaqueros, supuestamente azul marino. Lo que se ve a la derecha son dos pruebas, la segunda con más tinte en el baño, para hacer el color más oscuro. El resultado es un teñido homogéneo, profundo y consistente. El problema: el tinte es en polvo, y es muy difícil conseguir un color al gusto de cada uno. El color es el que es. Por lo demás, muy bien.La segunda prueba la hice con tinta. Primero, para pluma. Probé las dos marcas de la foto de la derecha. También probé con tinta china (no tengo foto). El resultado no es el esperado, como se ve a la derecha. Sospecho que las partículas de color de la tinta son de un tamaño excesivo para los microporos del anodizado. El resultado es un teñido inconsistente. No recomendable.La tercera prueba es con tinta de impresora. Compré un kit de recarga de cartuchos de impresora como el de la foto (13 € en Amazon). No importa la marca. El resultado, como se ve en las pruebas de la derecha, es impresionante. Además, al ser colores conocidos (Cyan, Magenta, Yellow y Black), de densidades conocidas, es muy fácil mezclar el color que se desee, y además hacerlo de forma reproducible. Sin duda es el método recomendado. Como estimación inicial, hacer una solución con 6 gramos de tinta por cada 100 mililitros de agua destilada o desionizada. Esos 6 gramos de tinta serán en la proporción que se desee, de entre los cuatro colores, para conseguir el color final. El agua con la tinta, para teñir el anodizado, es reutilizable.